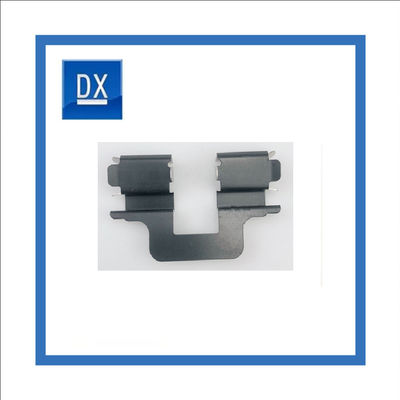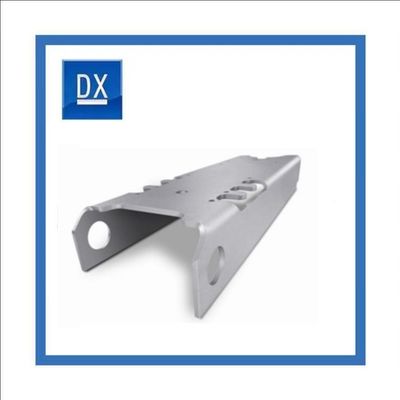
Sheet metal progressive stamping part
Multi-station progressive die structure is complex, set piece more, mould manufacturing accuracy requirement is high, to mold manufacturing, debugging and maintenance difficulty. Also require mold parts are interchangeable, in the mold parts wear or damage after requirements change quickly,Convenient, reliable. So the working parts of the mold material must be good (often use high strength of high alloy tool steel, high speed steel or hard alloy and other materials), must be applied wire cutting processing, coordinate boring, grinding, coordinate advanced mold manufacturing process such as grinding.
| Description | Sheet metal progressive stamping part |
| Material |
SS201, SS304, SS316, etc |
| Mould type | Progressive stamping mould |
| QC |
100% inspection before shipment |
| Testing |
CMM;Tool microscope;multi-joint arm;Automatic height gauge;Manual height gauge;Dial gauge;Marble platform |
| Tolerance | +/-0.05 mm |
| Service type | OEM/ODM |
| Application | Construction machinery parts, metal processing machinery parts, Surgical instruments, Automotive parts, Optical products, LED flash lights etc. |
1) Layout diagram optimization or not, is not only related to the utilization rate of material, the precision of the workpiece, the ease of mould manufacturing and service life, etc., and is related to mold the coordination and stability of each station.
2) Stamping on the belt material layout must make the pledge that we shall finish the stamping process, to accurately, realize progressive stamping; At the same time should also be easy to mold processing, assembly and maintenance.
3) Layout design is based on the analysis of the parts stamping process. Determine the layout diagram, the first according to the stamping parts drawings to calculate the unfold size, and then for a variety of ways layout.
![]()
![]()
![]()
![]()
![]()
![]()
![]()