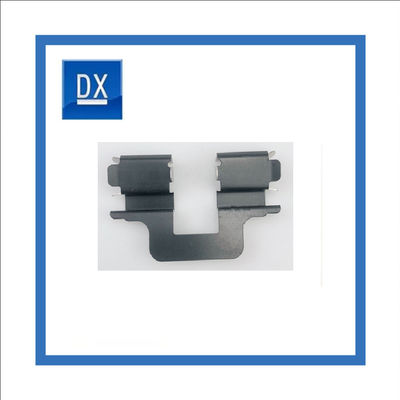
Steel Beauty Instrument Introducing Instrument Ultrasonic Hardware Spare Parts.
Description
Atomization pulverizing method is a powder production by rapidly moving fluid (atomizing medium) impacting or otherwise breaking metal or alloy liquids into fine droplets, followed by condensation into solid powders.
Most of the water atomized powder particles are irregular in shape, with high oxygen content (higher than 600×10), and must be annealed, but they have good compressibility and can be cold-pressed and then sintered into mechanical parts. The above-mentioned atomization pulverizing method is easy for large-scale industrial production, but because the alloy liquid is in contact with the slag body and the refractory crucible, non-metallic inclusions are inevitably brought into the powder. Therefore, according to the principle of electroslag remelting (ESR), the Swedish Soderfors powder company first changed the tundish with a capacity of 7t to an electroslag heating (ESH) device, and atomized the non-ferrous metals in the high-speed steel powder by nitrogen atomization. The amount of metal inclusions is reduced to 1/10 of the original amount, which increases the flexural strength of ASP powder high-speed steel from 3500MPa to over 4000MPa.
The measure that can completely and effectively avoid oxide inclusion pollution is to use a "single-flow" atomization powder method, such as a rotating electrode atomization powder method (see rotating electrode powder method). In addition, there is a vacuum dissolved gas atomization method that can also produce high-purity spherical powder. The principle is: when the alloy liquid supersaturated by gas under air pressure is suddenly exposed to vacuum, the dissolved gas will escape and expand, causing the alloy liquid to atomize and then condense into powder. For base alloys such as nickel, copper, cobalt, iron, and aluminum, the method of dissolving hydrogen can be used to achieve vacuum solution gas atomization.
| CNC Machining | Description |
| Product name | Steel Beauty Instrument Introducing Instrument Ultrasonic Hardware Spare Parts |
| Material | Steel |
| Weight | 49g |
| Surface Feature | Smooth surface;No burrs |
| Brand | Can be customized |
| Mold type | Injection mold |
| OD | 30.40(mm) |
| Pressing method | Two-way molding |
| Certificate | ISO9001 |
| Service | Customized OEM/ODM |
Factory Display
![]()
![]()
Packing way
![]()
![]()
Package
![]()
Heat Treatment
![]()
1.Q:What information does the quotation need?
A:Pls. offer your drawings and/or samples, quantity and packing’s requirements.
Drawings in PDF, IGS, DWG, STEP, MAX are suitable to us.
2.Q:What’s lead time for samples and products?
A:Lead time for samples: 30-70days depend on the structure of the part and other requirements on heat treatment, machining, surface
treatment and so on.
Mass production lead time: 35-70days depend on products’ characteristics and quantity.
3.Q:What is the requirement on payment?
Tooling Cost:50% deposit,50% after samples passed.
Payment for the Order:50% deposit,50% to be paid before shipment.