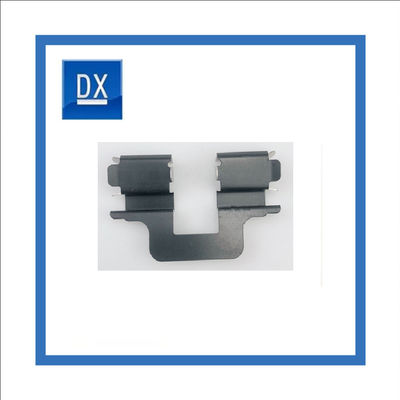
Steel Weld pin.
Description
Operation process
1. Dry the flux before welding.
2. Positioning and assembly of traction pin beam
3. Before welding, the preheating diameter shall not be less than 93 ℃, not more than 150 ℃, and the preheating width shall not be less than 76mm
4. Implement positioning welding
5. Fix the traction pin beam on the positioner and adjust it to the center position;
6. Implement submerged arc welding
7. Heat preservation and cooling
8 wet magnetic particle inspection
9. Remove the weld defects, repair welding (according to the positioning welding process),
heat preservation, cooling, re exploration until qualified.
| Product name | Steel weld pin |
| Material | Steel |
| Surface Treatment | Plain |
| Color | Black |
| Feature | Durable;Smooth surface |
| Head Shape | Round |
| Size | Custom |
| Diameter | Custom |
| Service | Customized OEM /ODM |
| Length | Custom |
| Certification | ISO9001 |
| Process | Cold heading;Tapping |
Factory Diaplay
![]()
![]()
1. How can we guarantee quality?
Always a pre-production sample before mass production;
Always final Inspection before shipment;
2. what services can we provide?
Accepted Delivery Terms: FOB,EXW;
Accepted Payment Currency:USD,EUR,JPY,CAD,AUD,HKD,GBP,CNY;
Accepted Payment Type: T/T,Credit Card,PayPal,Western Union,Cash,Escrow;
Language Spoken:English,Chinese,Spanish,Japanese,Portuguese,German,French,Russian,Korean,Italian