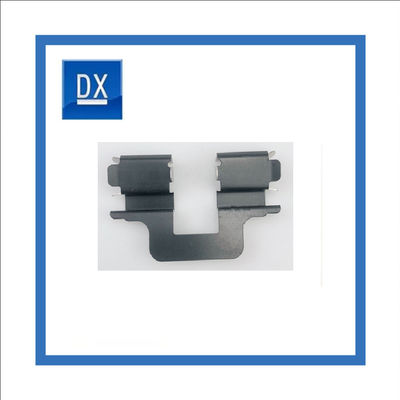
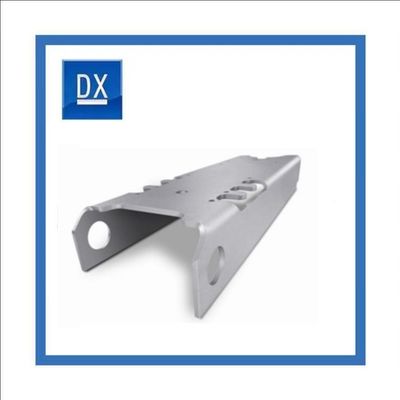
Stainless steel Casting machining Engine parts for Automotive.
Description
If the casting temperature of stainless steel castings is too high, it will cause sand mold expansion, especially for auto parts with complex sand cores. When the casting temperature of stainless steel castings is ≥1420 ° C, the waste will increase, and the waste products will reach 50% when the casting temperature is 1460 ° C. In production, the use of induction furnace melting can better control the temperature of molten iron.
Defects that may be formed when the casting temperature of stainless steel castings is too low.
(1) Manganese sulphide pores This type of pores are located below and mostly on the skin of auto parts, and are often exposed after processing. The diameter of the pores is about 2 ~ 6mm. Sometimes the pores contain a small amount of slag. Metallographic studies show that this defect is caused by the mixture of MnS segregation and slag, because the casting temperature of stainless steel castings is low, and the amount of Mn and S in the molten iron is high.
This S content and the appropriate Mn content (0.5% ~ 0.65%) can significantly improve the purity of the molten iron, thereby effectively preventing such defects.
(2) Stomata caused by sand core gas Stomata and air holes are often caused by poor venting of the sand core. Because the sand core is hardened in the core box when making the core, this often makes the number of sand core exhaust holes insufficient. To form vent holes, drill holes can be added after the core has hardened.
(3) Liquid slag inclusion After processing, there will be individual small holes under the skin of the auto parts. The diameter of the holes is generally 1 ~ 3mm. In some cases, there are only 1 or 2 small holes. Metallographic studies show that these small pores appear with a small amount of liquid slag inclusion, but no segregation of S is found there. Research shows that this defect is related to the casting temperature of stainless steel castings. When the casting temperature of stainless steel castings is higher than 1380 ° C, no such defects are found in the castings, so the casting temperature of stainless steel castings should be controlled at 1380-1420 ° C. It is worth mentioning that the design of the gating system has been changed and this defect has not been eliminated. Therefore, such defects can be considered to be due to the low casting temperature of stainless steel castings and the formation of molten iron in a trace reducing atmosphere.
The casting temperature of stainless steel castings is too low to avoid.
| Material: | 316 stainless steel, 316L stainless steel |
| Process: | Investment casting (Precision casting, All-silica sol precision casting)+precision machining |
| Finish: | Natural color |
| Application: | Automotive |
| MOQ: | Per size |
| Supply Ability: | 6000pcs per month or more per different parts |
| Design: | Various type of 2D or 3D drawings are acceptable, such as JPG, PDF, DWG, DXF, IGS, STP, X_T, SLDPRT etc. |
| Standards: | AISI, ATSM, UNI, BS, DIN, JIS, GB etc. |
| Delivery time: | 35 days for samples and 30 days for production. |
| Package: | Bubble bag+box+pallet |
| Service: | OEM/ODM |
| Advantage: | 1. High quality material products 2. Fine casting technique 3. Accurate product dimensions 4. Nice quality with good surface |
| Certification: | ISO 9001-2015 and IATF 16949:2016 |
| Tolerance: | CT4-6 for Investment casting Process |
Tooling Workshop
![]()
Work shop
![]()
Inspection Equipments
![]()
Q1: Where can I get product & price information?
A: Send us an inquiry e-mail, we will contact you as we receive your mail.
Q2: How long can I get the sample?
A: Depends on your specific items, within 3-7 days is required generally.
Q3: What's kinds of information you need for a quote?
A: Kindly please provide the product drawing in PDF, and will be better you can provide in STEP or IGS
Q4: what's the payment terms?
A: We accept 30% as payment deposit when the goods are done, we take photos for your check and you then pay the balance.
Q5: How to deliver the goods?
A: We deliver the products by Alibaba transportation.