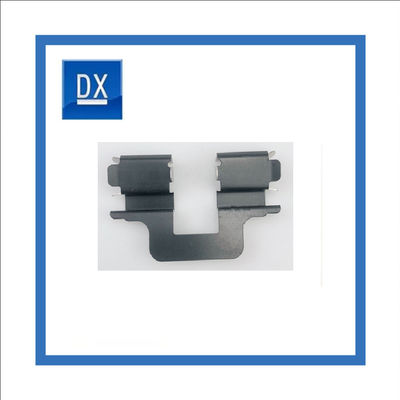
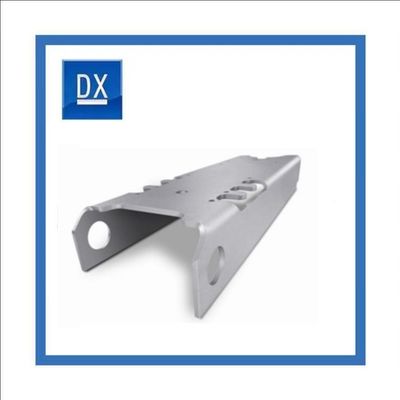
ADC12 Aluminium die casting Polish and Nickel plated parts for motorcycle.
Description
The traditional die-casting process is mainly composed of four steps, or it is called high-pressure die-casting. These four steps include mold preparation, filling, injection, and sand falling, which are also the basis for various improved die casting processes. During the preparation process, a lubricant needs to be sprayed into the mold cavity. In addition to helping to control the temperature of the mold, the lubricant can also help demold the casting. Then you can close the mold and inject the molten metal into the mold with high pressure.
The pressure range is about 10 to 175 MPa. When the molten metal is filled, the pressure will be maintained until the casting solidifies. Then the push rod will push out all the castings. Since there may be multiple cavities in a mold, multiple castings may be produced during each casting process. The process of falling sand requires the separation of residues, including mold openings, runners, gates, and flash.
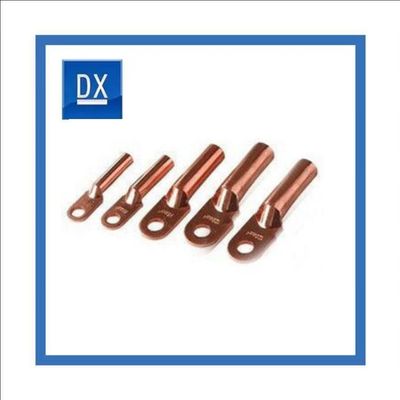
Nickel plating:
1. Thickness uniformity Uniform thickness and good throwing ability are a major feature of electroless nickel plating and one of the reasons why it is widely used.
It avoids the uneven thickness of the electroplated layer due to uneven current distribution. During electroless plating, as long as the surface of the part is in contact with the plating solution, the plating solution will disappear.
Consumed components can be replenished in time, and the thickness of the coating on the plated parts is basically the same, even for grooves, gaps, and blind holes.
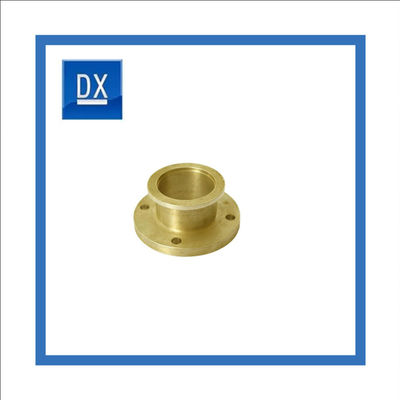
2. The plated parts will not permeate hydrogen, and there is no hydrogen embrittlement. There is no need to remove hydrogen after electroless nickel plating.
3. The functions of many materials and parts, such as corrosion resistance and high temperature oxidation resistance, are better than those of electroplated nickel.
4. It can be deposited on the surface of various materials, such as: steel-nickel-based alloy, zinc-based alloy, aluminum alloy, glass, ceramics, plastics, semiconductors, etc.
On the surface of the material, thereby creating conditions for improving the performance of these materials.
| Name | ADC12 Aluminium die casting Polish and Nickel plated parts for motorcycle |
| Material | ADC12 |
| Mould Material | SKD61, H13 |
| Finish | Polish and Nickel plated |
| Usage | Motorcycle |
| Supply Ability | 100,00pcs per month |
| Design | Various type of 2D or 3D drawings are acceptable, such as JPG, PDF, DWG, DXF, IGS, STP, X_T, SLDPRT etc. |
| Standards | AISI, ATSM, UNI, BS, DIN, JIS, GB etc. |
| Delivery time | 35 days for samples and 30 days for production. |
| Package | Carton and pallet |
| Service | OEM/ODM |
| Equipment of Casting |
1. High pressure die casting machining:125T/180T/250T/280T/500T/800T/1250T |
| Certification: | ISO 9001-2015 and IATF 16949:2016 |
| Testing | Three coordinate measurement machine for testing. |
Tooling Workshop
![]()
Work shop
![]()
Inspection Equipments
![]()
A. Tooling and Samples:
1) Sand casting, within 35-45days after receive yr PO.
2) Die casting, within 40-50days after receive yr PO.
3) Gravity casting, within 30-40days after receive yr PO.
B. Productions:
After getting order 30-40days.If you have very urgent order, we can check it the
best delivery time for you.
1) Exported Standard pallets included carton package
2) Exported Standard Wooden crate
3) Do package as Customer required