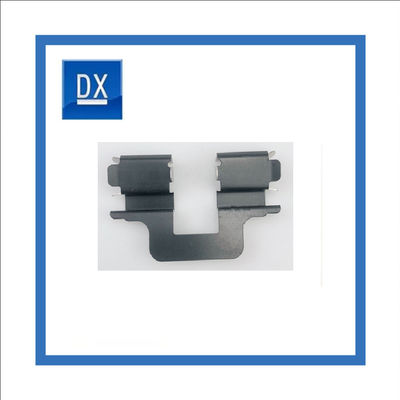
Alloy steel Cam lock Investment Casting Parts for container door.
Description
Investment casting, also known as lost wax casting, includes processes such as pressing wax, repairing wax, assembling trees, dipping slurry, melting wax, casting molten metal, and post-treatment. Lost wax casting is to use wax to make a wax mold of the part to be cast, and then coat the wax mold with mud, which is a mud mold. After the clay mold is dried, put it in hot water to melt the internal wax mold. Take out the clay mold from the melted wax mold and fire it into a pottery mold. Once roasted. Generally, a pouring port is left when making a mud mold, and then molten metal is poured from the pouring port. After cooling, the required parts are made.
The bronze ware cast by this method has neither pattern marks nor shim marks. It is better to use it to cast hollowware. China's traditional investment casting technology has a great influence on the world's metallurgical development. The investment casting of modern industry is developed from the traditional lost wax method. Although they are very different in terms of wax materials, mold making, modeling materials, process methods, etc., their process principles are the same.
When using wax as a pattern, investment casting is also called "lost wax casting". Investment casting usually refers to making a pattern in fusible materials, covering the surface of the pattern with several layers of refractory materials to form a shell, and then melting the pattern out of the shell to obtain a mold without a parting surface. After high-temperature baking It can be a casting plan of sand filling and pouring. Because patterns are widely made of waxy materials, investment casting is often referred to as "lost wax casting".
The types of alloys that can be produced by investment casting methods include carbon steel, alloy steel, heat-resistant alloys, stainless steel, precision alloys, permanent magnet alloys, bearing alloys, copper alloys, aluminum alloys, titanium alloys, and ductile iron.
| Name | Alloy steel Cam lock Investment Casting Parts for container door |
| Material | Alloy Steel |
| Machining Type | Investment Casting |
| Machining Surface Roughness | Ra6.3-10um |
| Tolerance | CT11 |
| Inspection machine | CMM inspection machine, X-ray flaw detection instrument |
| Design | Various type of 2D or 3D drawings are acceptable, such as JPG, PDF, DWG, DXF, IGS, STP, X_T, SLDPRT etc. |
| Standards | AISI, ATSM, UNI, BS, DIN, JIS, GB etc. |
| Delivery time | 35 days for samples and 30 days for production. |
| Casting Surface Roughness | Ra100 |
| Service | OEM/ODM |
| Equipment of Casting |
1. High pressure die casting machining:125T/180T/250T/280T/500T/800T/1250T |
| Certification: | ISO 9001-2015 and IATF 16949:2016 |
| Testing | Three coordinate measurement machine for testing. |
Tooling Workshop
![]()
Work shop
![]()
Inspection Equipments
![]()
A. Tooling and Samples:
1) Sand casting, within 35-45days after receive yr PO.
2) Die casting, within 40-50days after receive yr PO.
3) Gravity casting, within 30-40days after receive yr PO.
B. Productions:
After getting order 30-40days.If you have very urgent order, we can check it the
best delivery time for you.
1) Exported Standard pallets included carton package
2) Exported Standard Wooden crate
3) Do package as Customer required